03-3967-9117
03-3967-9117 03-3968-1655
03-3968-1655

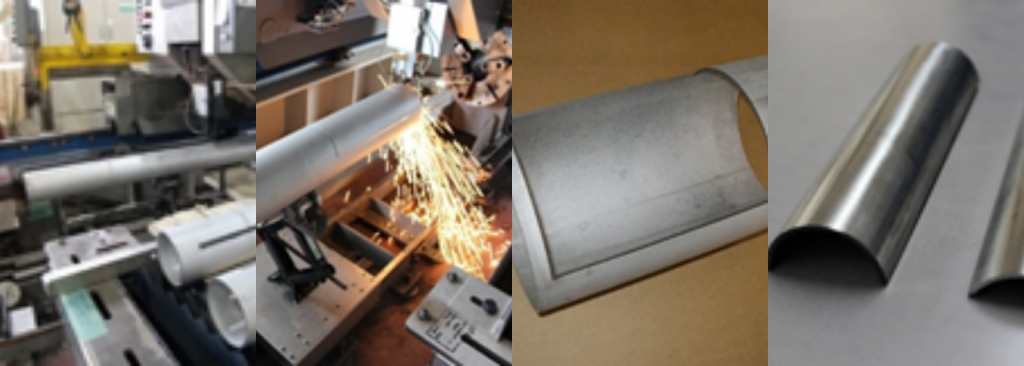
ステンレスパイプの切断方法
ステンレスパイプは主に液体・気体といった流体を配送するための管として使用されています。
そのため、高い強度・耐久性を実現する必要があり、切断加工においても高い加工品質が求められます。
そのようなステンレスパイプの切断加工には、様々な切断方法があります。
工具によっては個人でも切断ができますが、ステンレスパイプは硬度・靭性が高く加工が難しいため、きれいに切断するには、知識や経験、高い技術力が求められます。
今回はそのようなステンレスパイプの切断方法の中でも、主に使用される方法をご紹介します。
▶ 関連記事:ステンレスパイプの加工ポイントとは?
ステンレスパイプの切断方法①:バンドソー
バンドソーはパイプを含めた長物全般に使用される工具です。バンドソーは、切断スピードが早く、肉厚が厚いパイプであっても問題なく切断できます。
バリも少なく、切断面も比較的荒れにくく綺麗といった特徴をもつステンレスパイプの切断には適した工具です。
また、角度や速度の調整もできるため、求める条件に応じて切断加工を行うことができます。
ステンレスパイプの切断方法②:レーザー
レーザー加工はその名の通り、レーザーを用いてステンレスパイプを切断する方法です。
レーザーを用いることで、高精度かつ高速加工を実現することができます。特に、パイプの径が大きく、複雑な形状の場合でも、非常に高い精度かつ高速で切断が可能です。

レーザーに使用する切断ガスは、お客様の用途、求める外観、品質にあわせて選定する必要があります。
バンドソーとレーザーの切断方法の違いとは
バンドソーは、肉厚の厚いパイプの切断を得意としますが、一方で肉厚の薄いパイプは切断時に強い圧力がかかるとパイプが歪んでしまうため、うまく切断することが難しいです。
レーザーは、径の大きなパイプの切断については綺麗に行うことができますが、一方で径の小さいパイプについてはバンドソーの方が、素早く綺麗に切断を行うことができます。
当社では、特に系の大きなパイプの加工を得意としているため、レーザーを用いた切断加工の実績が多数ございます。次に、レーザーを用いた切断加工における加工のポイントをご紹介します。
当社が実施するステンレスパイプのレーザー切断加工のポイント
次に、ステンレスの加工に強みのある当社ならではのステンレスパイプの切断加工のポイントをご紹介します。特に、レーザーを使用した場合の切断加工のポイントを解説いたします。
①お客様の用途合わせたガス選定
先ほど、ご紹介したように径が大きなパイプや、高い精度を必要とする切断加工の場合は、一般的な工具での切断は難しいです。当社では、そのような場合にはレーザーを用いて切断加工を行っております。
レーザーを使用する場合、切断する材質によって切断ガスを選定する必要があります。
酸素ガスを用いた場合、切断時に黒いスパッタが発生したり、切断面に焼け跡が残ってしまったりするため美観性が損なわれてしまうことがあります。その一方で、切断加工後に表面処理として酸洗いを行うことで、酸素ガスを用いた場合に発生するスパッタは綺麗に取り除くことができるという特徴があります。
窒素ガスを用いた場合、切断時に生じる焦げ付きや汚れ、スパッタ等はそもそも発生しにくいです。しかし一方で、一度発生してしまったスパッタは、酸洗いによって取り除くことが難しいです。
窒素ガスを用いることで、多くの場合綺麗な切断を行うことができますが、より見た目の綺麗さを求めるお客様に対しては、酸素ガスでの切断を行い、酸洗いをすることをご提案させていただいております。
②3次元レーザーで発生しやすい”ずれ”に対応
一般的に、複雑な切断加工を3次元レーザーを用いて行う場合、過度に母材の掴みなおしが発生するため、切断にずれが生じてしまい、加工精度が落ちてしまう場合があります。
一方で当社のレーザーでの切断の場合、掴みなおしの必要がないため、まっすぐ綺麗に切断でき、ずれなども発生しません。
③切断後の仕上げ
切断後、端面にバリや鋭いエッジが残っている場合は、外注にてサンダー仕上げを行ったり、酸洗いを行ったり、適切な方法で仕上げを行います。
また、全長が長くステレンスパイプの内側まで、サンダー仕上げが行えない場合については、酸洗いを行うことで表面の仕上げを実施しています。その他、酸素ガスを使用したレーザーによる切断加工を起こった際は、酸洗いを行うことで綺麗にスパッタを除去することができます。
このように、適切な切断後の仕上げを行うことで、見た目の綺麗さを実現することができます。
その他、切断加工以外のステンレスパイプの加工のポイントについても、下記にて説明しておりますので、ご興味のある方はご覧ください。
ステンレスパイプの切断加工による製品事例
プロテクターバンド

こちらの製品は、プロテクターバンドです。レーザーを用いて母材のパイプの上下にスリットをいれ、そのあとバンドソーで切断をしています。
数量が多い場合、先にレーザーで一度にスリットを入れ、その後バンドソーで切断することにより工数を削減し、量産対応することができます。
また短い寸法の場合には、バンドソーのみで切断することで、レーザーでの切断とは異なり、スパッタの発生を抑えることができ酸化しない製品となります。
パイプスキマ(脱水ろ液搔寄機)

こちらの製品はパイプスキマ(脱水ろ液搔寄機)です。
パイプを酸素ガスを使用し、レーザー加工で穴あけ加工(切断加工)を行っております。酸素ガスを使用することで、スパッタが発生する場合がありますが、本製品は酸洗いを行うことで、スパッタを綺麗にしています。
Y字継手

こちらはタンクのノズル部分に使用される配管となります。SUS304溶接管76.3X5.2のパイプにネジ加工を施し、その後レーザー切断機により穴加工及び切り欠きをおこなったY字の継手製品です。加えて、枝管となるパイプもレーザー切断機によって角度を合わせ、切断を可能にした製品となっております。
TEE用パイプ配管

こちらはSUS304 TP-A Φ216.3×3tのTEE用のパイプ切断加工です。バンドソーで必要な長さに切断後レーザーで穴開け、切欠きをしています。なおこちらの事例においては母管と枝管は同径のものを使用しておりますが、母管に比べて枝管が小さい物までご要望に合わせて穴あけ切欠きの加工を施すことが出来ます。
当社の豊富なステンレス材在庫による短納期対応
「ステンレス 製缶板金加工.com」を運営している東京金商株式会社の強みは、短納期対応にあります。商社からスタートした当社は、材料の調達を得意としており、メーカー様と協力をして常に定尺を在庫しているため、他社と比較をしても調達にかかる日数分短納期で対応することができます。
また、珍しく入手に日数を要する材料も当社の場合は保有しているケースがありますので、納期にお困りのお客様は是非一度当社にお問合せください。
>>ステンレス板の在庫一覧はこちら
>>豊富な在庫品一覧はこちら
ステンレスパイプ加工ならステンレス製缶板金加工.comまで!
当社は、ステンレスパイプの切断加工技術や、パイプ加工に関する技術提案力に自信があります。お客様の製品の使用用途を詳細にお伺いすることで、最適なパイプ加工の選択や技術提案をすることができます。また当社ではステンレスパイプ配管の加工だけでなく溶接まで一貫対応しております。ステンレスパイプの加工にお困りの方は、まずはご相談ください。